

Autor: Weibo
Data: Jun 15, 2026
Which is better conical or parallel twin screw extruder?
When choosing between a conical and a parallel twin screw extruder, the answer depends on your specific application. For processing rigid PVC, PVC profiles, pipes, and wood-plastic composites, the conical twin screw extruder is generally the preferred solution because of its superior output pressure, self-cleaning behavior at the feed zone, and compact low-speed drive design. Parallel twin screw extruders offer advantages in compounding, reactive extrusion, and highly filled masterbatch production where longer screw L/D ratios and modular screw design are priorities. This article focuses on the conical twin screw and explains in depth why it performs so well across a broad range of thermoplastic extrusion tasks.
The conical twin screw barrel system is defined by two intermeshing screws that taper from a large diameter at the feed end to a smaller diameter at the discharge end. This geometry creates a natural compression zone that builds melt pressure efficiently without relying solely on screw speed. The result is lower operating temperatures, reduced shear stress, and gentler material treatment compared to high-speed parallel systems, which makes the conical design ideal for heat-sensitive materials such as rigid PVC and wood-fiber composites.
Zhoushan Microwave Screw Machinery Co., Ltd. manufactures conical twin screws in a wide range of diameter ratios including 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158, and 92/188 mm. Each size is available with customized compression ratios tailored to specific polymer formulations and product geometries. The company has been producing precision screw barrel components since 1990 and exports to markets including the United States, Germany, Dubai, Vietnam, and Thailand.
Product Overview: Conical Twin Screw Design and Materials
The mechanical performance of a conical twin screw is inseparable from the material it is made from and the precision of its manufacturing. Zhoushan Microwave uses 38CrMoALA alloy steel as the base material for its conical twin screws. This nitriding-grade steel is widely recognized in the plastics machinery industry for its outstanding combination of core toughness and surface hardness after nitriding treatment.
After the nitriding process, the screw surface reaches a hardness of HV 950 to 1000, with a nitriding depth of 0.45 to 0.7 mm. The brittleness rating is kept at Level 1 or below, which prevents micro-cracking under cyclic loading. Surface roughness is held to Ra 0.4, reducing friction between the melt and the screw channel, which lowers energy loss and improves surface finish on extruded products. Screw straightness tolerance is 0.015 mm, ensuring smooth rotation at operating speeds without vibration-induced wear on the barrel.
For applications demanding even higher abrasion resistance, an optional dual-alloy hard surface layer with hardness of 60 to 70 HRC can be applied. Additionally, a chrome plating step after nitriding adds a layer 0.05 to 0.10 mm thick with hardness exceeding 900 HV. This chrome layer provides corrosion protection against aggressive polymers such as chlorinated PVC and flame-retardant compounds containing halogenated additives.
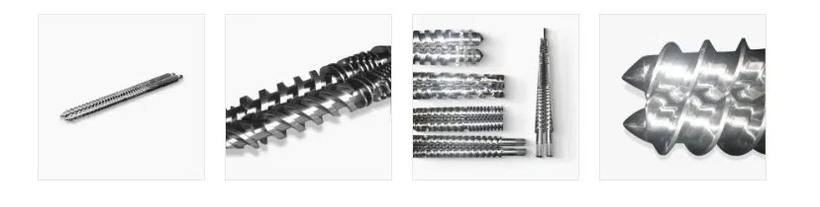
Conical twin screw products manufactured by Zhoushan Microwave Screw Machinery Co., Ltd. -- single screws, parallel twin screws, and conical twin screw sets shown alongside cross-sectional flight detail.
| Parameter | Specification | Significance |
|---|---|---|
| Base Material | 38CrMoALA | High-grade nitriding steel, excellent core toughness |
| Nitriding Hardness | HV 950 - 1000 | Superior wear resistance at screw flights |
| Nitriding Depth | 0.45 - 0.70 mm | Sufficient hardened layer without brittleness risk |
| Surface Roughness | Ra 0.4 | Low friction, smooth melt flow, clean product surface |
| Screw Straightness | 0.015 mm | Prevents vibration, reduces barrel wear |
| Chrome Plating Thickness | 0.05 - 0.10 mm | Corrosion protection for halogenated polymers |
| Chrome Hardness | 900 HV min. | Extended service life under abrasive conditions |
| Dual Alloy Option | 60 - 70 HRC | Maximum wear resistance for filled or abrasive compounds |
Twin Screw Extruder Working Principle: How the Conical Design Functions
Understanding the twin screw extruder working principle is essential for selecting the right equipment and optimizing process parameters. In a conical twin screw extruder, two co-rotating or counter-rotating screws are installed inside a matched conical barrel. The screws mesh with each other, creating a positive conveying action that moves material from the feed hopper toward the die.
The large-diameter feed zone provides generous intake volume, allowing the machine to handle bulky granules, powders, and poorly flowing PVC dry blends. As material moves toward the smaller-diameter discharge end, the channel depth decreases and the available cross-sectional area narrows, generating compressive pressure without requiring excessively high screw speeds. This low-speed, high-torque operation is a defining characteristic of the conical twin screw design and contributes directly to melt temperature control and energy efficiency.
Shear heating in the conical twin screw is distributed across a longer effective length relative to the discharge diameter, giving thermal energy more time to equalize throughout the melt before it reaches the die. The intermeshing flight geometry also creates a self-wiping action that continuously removes material from screw surfaces, preventing localized overheating or degradation pockets. This is particularly important when processing PVC, which begins to degrade and discolor at temperatures above approximately 200 degrees Celsius.
Isometric schematic of a conical twin screw system. D1 denotes the large feed-end diameter and D2 the smaller discharge-end diameter. The tapering geometry generates progressive compression along the screw length.
The twin screw extruder diagram above illustrates how the conical geometry creates a built-in compression ratio from feed inlet to die head. Because the large-diameter end presents a wide channel for accepting powder blends and granules, feeding problems common on single screw machines are largely eliminated. The small-diameter output end delivers consistent melt pressure to the die with minimal pulsation, which is critical for producing dimensionally stable profiles and pipes.
Conical vs Parallel Twin Screw: A Direct Technical Comparison
The question of which is better -- conical or parallel twin screw extruder -- does not have a single universal answer, but the technical differences are well-defined and can guide the decision. The table below summarizes the most relevant parameters, based on published industry references including Rauwendaal C., "Polymer Extrusion," 5th ed., and data from major OEM technical bulletins.
| Parameter | Conical Twin Screw | Parallel Twin Screw |
|---|---|---|
| Typical L/D Ratio | 6 : 1 to 9 : 1 (large-end basis) | 28 : 1 to 52 : 1 |
| Screw Speed (rpm) | 20 - 50 rpm (low speed) | 100 - 600 rpm (high speed) |
| Primary Applications | PVC pipe, profiles, WPC | Compounding, masterbatch, reactive extrusion |
| Drive Gearbox Complexity | Lower (screws diverge at large end) | Higher (parallel centers, complex gearbox) |
| Melt Temperature Control | Excellent (low shear) | Moderate to high shear heat |
| Self-Wiping Action | Good | Good (co-rotating type) |
| Modular Screw Segments | Not standard | Standard feature |
| Compression Ratio Flexibility | Multiple fixed ratios by screw selection | Via modular segment rearrangement |
For PVC window profile production, most machinery builders worldwide default to the conical twin screw barrel system because the low screw speed (typically 20 to 45 rpm) minimizes frictional heat generation, and the large feed end can ingest loosely packed PVC dry blend powder without bridging. Output rates of 200 to 800 kg/h are achievable depending on diameter selection, which covers the full range from small-profile extruders to large pipe lines.
Conical Twin Screw Sizes and Diameter Ratio Selection
Selecting the correct conical twin screw sizes is one of the most consequential decisions in extruder specification. The diameter ratio -- expressed as small-end diameter divided by large-end diameter -- directly determines torque capacity, output rate, and the compression behavior of the screw. A larger large-end diameter captures more material per revolution and can accommodate bulkier feed stocks, while a larger small-end diameter delivers greater melt output at a given pressure.
Zhoushan Microwave offers the following standard diameter ratios: 45/90, 45/100, 50/105, 51/105, 55/100, 65/132, 80/125, 80/143, 80/158, and 92/188 mm. Each configuration is matched to a specific conical barrel with complementary bore geometry. The 80/158 and 92/188 sizes are suited to large-output pipe extrusion lines, while the 45/90 and 50/105 sizes are commonly used for small-profile and window seal applications. Compression ratios are customized per customer formula to account for bulk density differences between PVC dry blend types, wood flour content in WPC, and additive loadings in engineering resin compounds.
This horizontal bar chart compares the approximate maximum output rates of different conical twin screw diameter configurations when processing rigid PVC for pipe production. Larger diameter ratios such as 92/188 and 80/158 deliver substantially higher throughputs, making them the preferred choice for high-volume pipe extrusion lines. The 65/132 and 55/100 sizes occupy a mid-range position suitable for medium-scale profile and pipe production. The smaller 45/90 and 50/105 sizes are well suited for narrow profiles, window seals, and specialty compound granulation. Output figures are indicative and vary with screw design, formulation, and operating conditions. Data compiled from industry references and machine builder technical documentation.
Applications: Where Conical Twin Screws Deliver Consistent Results
The conical twin screw barrel system has demonstrated reliable performance across a wide range of polymer processing applications. The most significant commercial use is in the production of rigid PVC profiles for window frames, door frames, and siding, where consistent melt homogeneity and stable extrusion pressure are prerequisites for achieving dimensional tolerances within 0.1 mm. In these applications, the low screw speed and self-wiping screw geometry prevent PVC degradation, and the tightly controlled melt temperature ensures uniform color development across production runs.
PVC pipe production for water supply, drainage, and electrical conduit represents another high-volume application segment. In pipe extrusion, the conical twin screw extruder feeds a pipe die with highly consistent melt at pressures typically between 15 and 30 MPa, enabling wall thickness variation to be held within specification across run lengths of several kilometers. The combination of energy-efficient low-speed operation and high output pressure makes the conical design economically attractive for continuous pipe production.
Wood-plastic composite extrusion is a growing application where the conical twin screw demonstrates particular advantages. WPC compounds contain 40 to 70 percent wood flour or rice hull by weight, making them highly abrasive. The large-diameter feed zone handles the low bulk density of wood-flour blends well, and the optional dual-alloy or Xaloy-equivalent hard-surfaced screw provides the necessary abrasion resistance. WPC decking, fencing, and cladding profiles are all routinely produced on conical twin screw extruders equipped with downstream calibrating and cooling tables.
- PVC window profiles and door profiles -- High dimensional precision, stable melt temperature
- PVC water supply and drainage pipes -- Continuous high-pressure output, tight wall tolerance
- Wood-plastic composites (WPC) -- Handles abrasive, low-density blends effectively
- PP, PE, ABS granulation and sheet -- Gentle melt treatment preserves material properties
- Foam PVC and foamed profiles -- Controlled shear suitable for chemical foaming agents
- Electrical conduit and cable ducting -- Consistent wall thickness over long production runs
Energy Efficiency and Process Stability: Data-Driven Performance Analysis
Specific energy consumption (SEC) is one of the most important economic metrics when evaluating extrusion equipment for continuous production. It is expressed in kilowatt-hours per kilogram of output and directly influences both operating cost and the carbon footprint of the production line. Conical twin screw extruders operating on rigid PVC typically achieve SEC values of 0.12 to 0.22 kWh/kg, compared to 0.18 to 0.35 kWh/kg for high-speed parallel twin screw configurations on the same material, according to published comparative trials referenced in industry literature including KraussMaffei Berstorff technical papers and SPE ANTEC proceedings.
The lower SEC of the conical design reflects the efficiency of the tapered geometry in converting motor torque into melt pressure without excessive screw speed. Because the screw speed is low (often below 40 rpm), bearing loads and gearbox wear rates are reduced, extending mechanical service life and lowering maintenance frequency. Thermal stability of the melt is also better: melt temperature variation across the cross-section of the die typically stays within plus or minus 2 to 4 degrees Celsius on a well-maintained conical twin screw line, whereas parallel twin screw lines processing the same compound may show variation of 5 to 10 degrees Celsius at the die lip.
Column chart comparing average specific energy consumption for three common PVC extrusion configurations. The conical twin screw counter-rotating configuration shows the lowest average SEC at approximately 0.17 kWh/kg, representing meaningful savings over high-speed parallel twin screw alternatives in sustained production. The single screw configuration occupies an intermediate position due to the absence of positive conveying and the higher screw speeds required to build melt pressure. These values are representative industry averages drawn from published literature and machinery builder documentation; actual performance depends on formulation, screw design, and operating conditions. Lower SEC translates directly into reduced electricity costs per tonne of product, improving the economics of high-volume PVC extrusion.
Screw Wear and Lifetime: Line Chart of Hardness vs Service Hours
The service lifetime of a conical twin screw is a function of its material specification, surface treatment, and the abrasiveness of the compounds it processes. Based on long-term operational data compiled from plastics processors, a properly specified and maintained conical twin screw operating on standard rigid PVC can sustain effective flight clearances (barrel-to-screw) within design tolerances for 8,000 to 12,000 hours of operation. Screws running highly filled WPC or calcium carbonate-loaded compounds may require reconditioning or replacement at 4,000 to 6,000 hours.
The chart below illustrates the conceptual relationship between effective surface hardness at the screw flight tip and cumulative operating hours for three treatment levels: standard nitrided, nitrided plus chrome plated, and dual-alloy hard-faced. This relationship is important for planning maintenance schedules and understanding when screw replacement becomes necessary to maintain product quality.
This line chart illustrates the conceptual hardness retention curves for three surface treatment levels applied to conical twin screws over a 10,000-hour operating life. The dual-alloy hard-faced screw maintains the highest effective hardness throughout its service life, making it the preferred choice for abrasive applications such as WPC and filled PVC compounds. The nitrided plus chrome-plated configuration offers an excellent balance between initial hardness and longevity for standard rigid PVC applications. The standard nitrided curve shows a steeper decline after 4,000 hours, indicating the point at which flight clearances may begin to affect product quality. These trends are based on general material science principles and industry operational experience; actual wear rates depend on compound abrasiveness, screw speed, barrel temperature, and maintenance practices. Regular dimensional inspection at 2,000-hour intervals is recommended to detect wear before it impacts product specifications.
Radar Comparison: Conical Twin Screw vs Parallel Twin Screw vs Single Screw
A radar chart provides a useful multi-dimensional view of how extruder types compare across the key performance criteria that matter in industrial polymer processing. The five axes below represent output pressure generation, melt temperature control, feed handling versatility, energy efficiency, and screw lifetime, each scored on a scale of 1 to 10 based on published technical benchmarks and industry consensus.
The radar chart reveals that the conical twin screw configuration scores highest across four of the five performance axes when evaluated specifically for rigid PVC pipe and profile extrusion. Output pressure generation is scored at 9 out of 10, reflecting the conical design's inherent ability to build high melt pressure at low screw speeds. Melt temperature control also receives a 9, corresponding to the gentle, low-shear processing that minimizes risk of PVC degradation. Feed handling receives an 8, acknowledging the large-diameter feed zone's effectiveness with PVC dry blend powder. The parallel twin screw scores higher only in applications where its modular compounding versatility is valued, which explains its dominance in masterbatch and reactive extrusion markets. The single screw shows the most balanced but undifferentiated profile, confirming its role as a general-purpose rather than application-optimized solution.
Intelligent Monitoring and Temperature Control Features
Modern conical twin screw extruder systems increasingly incorporate real-time monitoring and intelligent control features that improve process stability and enable predictive maintenance. Zhoushan Microwave offers an optional advanced temperature control system that monitors barrel zone temperatures at multiple points along the screw length, allowing the operator to maintain precise melt temperature profiles tailored to each polymer formulation. This is particularly important for rigid PVC, where temperature excursions of even 10 degrees Celsius above the optimal processing window can trigger irreversible degradation.
Intelligent monitoring systems track screw speed, drive load current, melt pressure at the die head, and barrel zone temperatures simultaneously, displaying all parameters on a touchscreen interface. Alarm thresholds can be configured for each parameter to alert operators before a process deviation results in off-specification product or equipment damage. Remote monitoring capability allows process engineers to review running data from off-site, and fault diagnostic logs enable root cause analysis of process interruptions without requiring a service technician to be physically present at the machine.
The integration of digital monitoring with the well-established mechanical reliability of the conical twin screw barrel system creates a platform that supports Industry 4.0 manufacturing goals, including traceability, statistical process control, and energy management. For high-volume PVC pipe and profile producers competing on quality and efficiency, these capabilities represent a meaningful operational advantage over non-instrumented extruder configurations.
About Zhoushan Microwave Screw Machinery Co., Ltd.
Zhoushan Microwave Screw Machinery Co., Ltd. is a professional China screw barrel manufacturer and screw extruder factory with more than 10,000 square meters of production workshop and more than 60 employees. Since its founding in 1990, the company has been committed to the production and research of plastic machinery, while introducing foreign screw machinery technology and manufacturing techniques. The company operates as a diversified, large-scale professional production base integrating precision screw barrels and mechanical processing, with a focus on the high-end market.
Products from Zhoushan Microwave are exported to the United States, Germany, Dubai, Vietnam, Thailand, and other markets. The company has established solid partnerships with numerous plastic production and construction machinery manufacturers, serving as an important supplier of screw barrel components in China. The product range includes WB-WE series planetary screws, planetary barrels, and planetary extruders; SJS series conical twin screws, twin barrels, and twin screw plastic extruders; and SJ series single screws, single barrels, and single screw plastic extruders. The company adheres to principles of credibility and service, committed to providing customers with high-quality products at competitive cost performance.
Frequently Asked Questions About Conical Twin Screw Extruders
Q1. What is the main advantage of a conical twin screw over a single screw for PVC processing?
A conical twin screw provides positive conveying action and a self-wiping intermeshing geometry that a single screw cannot replicate. For rigid PVC dry blend, the large-diameter feed zone intakes powder efficiently, while the low screw speed and distributed shear prevent thermal degradation. Single screws require higher speeds to achieve the same output pressure, generating more heat and making consistent PVC processing significantly more difficult.
Q2. How do I choose the correct conical twin screw sizes for my production line?
Screw size selection depends on required output rate, the polymer being processed, and the die geometry. As a general guideline, the 45/90 and 50/105 configurations are suited to outputs below 250 kg/h and narrow profile applications, while the 80/158 and 92/188 sizes are used for large-bore pipe and high-volume output lines above 500 kg/h. Zhoushan Microwave engineers can advise on compression ratio selection based on your specific formulation and product specification.
Q3. What materials can be processed on a conical twin screw extruder?
The conical twin screw barrel system handles a broad range of thermoplastics including rigid PVC, flexible PVC, PP, PE, ABS, and wood-plastic composites. It is particularly well-suited to heat-sensitive polymers where low screw speed and controlled shear are important. For highly filled or reactive compounds requiring long residence time and modular mixing sections, a parallel twin screw configuration may be more appropriate.
Q4. How long does a nitrided conical twin screw typically last?
A standard nitrided screw processing rigid PVC typically operates within acceptable flight clearance tolerances for 8,000 to 12,000 hours. Screws running abrasive compounds such as wood-plastic composites or calcium carbonate-filled formulations may require reconditioning at 4,000 to 6,000 hours. Opting for the nitrided plus chrome-plated or dual-alloy hard-faced specification extends service life considerably, especially in abrasive applications, and reduces the frequency of planned maintenance shutdowns.
Q5. Can conical twin screws be used in a co-rotating configuration?
Conical twin screws are most commonly configured in the counter-rotating mode, which is optimal for PVC pipe, profile, and WPC extrusion. Counter-rotating geometry generates high discharge pressure efficiently and provides strong positive conveying from the feed zone. Some specialized designs permit co-rotation, but the dominant commercial application of the conical twin screw remains counter-rotating extrusion, where its performance advantages over alternative designs are most pronounced.
Q6. What does the compression ratio of a conical twin screw mean in practice?
The compression ratio describes the ratio of the feed channel volume per unit length to the metering channel volume per unit length. A higher compression ratio increases the compressive work done on the material as it travels from feed to discharge, which is beneficial for compacting loose powder blends but may generate excess heat in already-dense materials. Zhoushan Microwave customizes compression ratios to match the bulk density and processing behavior of each customer's specific formulation, ensuring efficient operation without unnecessary thermal load.
Afișare la rulment selectată










 浙公网安备 33090202000520 号
浙公网安备 33090202000520 号 